برش فوم چگونه انجام میشود؟
آیا تا به حال به این فکر کردهاید که فومهای محافظ داخل جعبه ابزار، بستهبندیهای ظریف محصولات الکترونیکی یا حتی قطعات فومی کیف و کفش با چه دقتی برش خوردهاند؟ برش فوم یکی از مراحل حیاتی در صنعت بستهبندی و تولید است که کیفیت نهایی محصول را تعیین میکند.
در این مقاله از فوم پرشیان به عنوان کارخانه فوم پلی اتیلن تهران، تمام روشهای برش فوم (از روشهای خانگی تا صنعتی) را بررسی میکنیم تا شما بتوانید بسته به نیاز، تیراژ و نوع فوم خود، بهترین گزینه را انتخاب کنید.
چرا انتخاب روش برش فوم اهمیت دارد؟
انتخاب روش مناسب برای برش فومهای پلیمری، بهویژه فوم پلیاتیلن، اهمیت بسیار زیادی دارد زیرا این مواد دارای ساختار سلولبندی خاصی هستند که در برابر فشار و حرارت حساساند. استفاده از روشهای نامناسب میتواند مشکلاتی جدی ایجاد کند؛ برای مثال، در برشهای حرارتی غیر استاندارد، لبههای فوم دچار ذوبشدگی میشوند و کیفیت محصول کاهش مییابد. همچنین، در صورتی که ابزار برش کند باشد، فوم له شده و شکل اصلی خود را از دست میدهد. این موارد نه تنها باعث افت کیفیت محصول نهایی میشوند بلکه منجر به هدر رفتن متریال و افزایش هزینههای تولید نیز خواهند شد. به همین دلیل، شناخت تفاوتها و مزایای روشهای مختلف مانند برش لیزری، دایکات و CNC برای هر تولیدکننده ضروری است تا بتواند با انتخاب صحیح، هم کیفیت محصول را تضمین کند و هم بهرهوری تولید را افزایش دهد.

انواع روشهای برش فوم
برای پروژههایی که نیاز به دقت میلیمتری و تیراژ بالا دارند، روشهای دستی پاسخگو نیستند. در ادامه پرکاربردترین روشهای صنعتی را بررسی میکنیم:
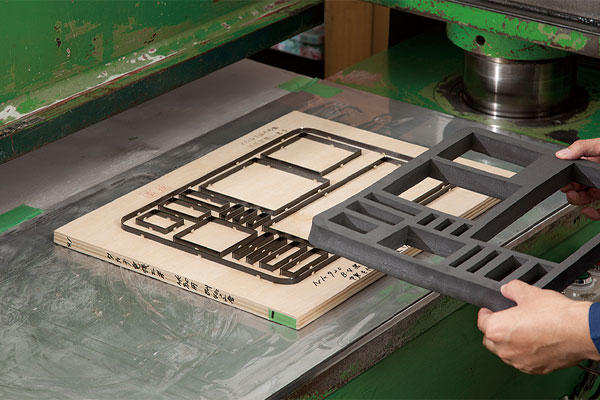
۱. برش دایکات فوم ؛ سلطان تیراژ بالا
اگر به دنبال تولید انبوه واشرهای فومی، فوم ضربهگیر بستهبندی یا قطعات تکراری هستید، دایکات بهترین گزینه است.
-
نحوه کار: در این روش، قالبهای فلزی تیغدار (شبیه به قالب شیرینیپزی اما بسیار تیز و صنعتی) ساخته میشود. سپس دستگاه پرس، تیغه را با فشار روی ورق فوم پلی اتیلن فرود میآورد.
-
مزیت: سرعت فوقالعاده بالا و هزینه تمام شده پایین برای تیراژ زیاد.
-
مناسب برای: فومهای بستهبندی، صنعت کیف و کفش، و قطعات خودرو.

۲. برش لیزری فوم ؛ دقت بینهایت
وقتی صحبت از طرحهای پیچیده و منحنیهای ظریف میشود، برش لیزری حرف اول را میزند.
-
نحوه کار: اشعه متمرکز لیزر، فوم را در کسری از ثانیه تصعید میکند (میسوزاند).
-
نکته مهم: در برش لیزری فومهای ضخیم، ممکن است لبه کار کمی سخت شده یا تغییر رنگ دهد. اما برای فومهای نازک و طرحهای دکوراتیو عالی است.
-
مناسب برای: ماکتسازی، نمونهسازی اولیه (پروتوتایپ) و اینسرتهای جعبههای لوکس.
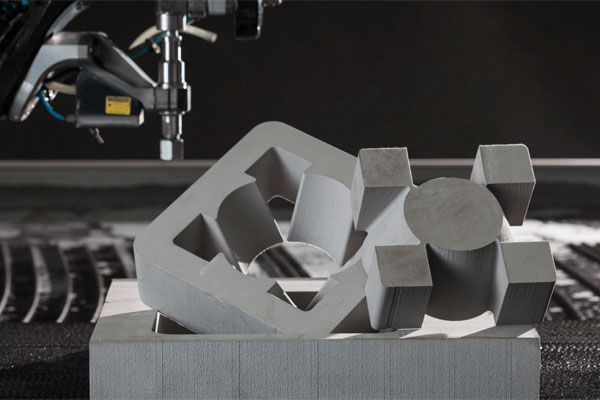
۳. برش سیانسی؛ تمیز و بدون سوختگی
بسیاری از مشتریان ما نگران بوی سوختگی یا لبههای سیاه در برش لیزر هستند. پاسخ ما به آنها استفاده از دستگاه CNC با تیغ نوسانی است.
-
نحوه کار: یک تیغه بسیار تیز با سرعت بالا نوسان میکند (میلرزد) و توسط بازوی رباتیک روی فوم حرکت میکند.
-
مزیت: هیچگونه سوختگی یا بویی ایجاد نمیکند و لبههایی کاملاً گونیا و صاف (حتی برای فومهای ضخیم) تحویل میدهد.
۴. برش با سیم داغ
این روش بیشتر برای فومهای یونولیتی (EPS) کاربرد دارد، اما برای برخی از انواع فوم پلی اتیلن و EPE نیز استفاده میشود. یک سیم نازک داغ از میان فوم عبور کرده و آن را برش میدهد.
جدول مقایسه روشهای برش فوم
برای اینکه راحتتر تصمیم بگیرید، کارشناسان ما در فوم پرشیان این جدول مقایسهای را برای شما آماده کردهاند:
| روش برش | سرعت اجرا | دقت برش | کیفیت لبهها | مناسب برای تیراژ | هزینه راهاندازی |
| دایکات (پرسی) | بسیار بالا | خوب | عالی (بدون سوختگی) | بالا (انبوه) | متوسط (هزینه قالب) |
| لیزر | متوسط | بسیار بالا | احتمال سوختگی لبه | کم تا متوسط | کم (بدون قالب) |
| CNC تیغهای | متوسط | بالا | بسیار تمیز و صاف | کم تا متوسط | کم (بدون قالب) |
| واترجت (آب) | متوسط | بالا | تمیز و مرطوب | پروژههای خاص | بالا |
برش فوم در خانه (روشهای دستی)
اگر شما یک هنرمند، دانشجو یا صاحب کسبوکاره خانگی هستید و به دستگاههای صنعتی دسترسی ندارید، نگران نباشید. لوازم مورد نیاز:
-
برش فوم با کاتر – کاتر قلمی : برای برشهای ظریف روی فومهای نازک (زیر ۵ میلیمتر). همیشه از تیغ نو و تیز استفاده کنید تا فوم “ریش ریش” نشود.
-
کاتر موکتبری سنگین: برای ورقهای فوم پلی اتیلن ضخیمتر. نکته کلیدی این است که تیغ را تا انتها بیرون نیاورید و برش را در چند مرحله انجام دهید، نه با یک فشار.
-
تیغهای حرارتی دستی: هویههایی وجود دارند که سری تیغمانند دارند و با حرارت فوم را برش میدهند. این ابزار برای ماکتسازی عالی است.
نکته ایمنی: هنگام برش فوم پلی اتیلن، همیشه از زیردستی مناسب (مت برش) استفاده کنید و مراقب انگشتان خود باشید. فومهای متراکم نیاز به فشار دست زیادی دارند که احتمال لغزش کاتر را افزایش میدهد.

نحوه برش فوم پلی اتیلن
فوم پلیاتیلن به دلیل ساختار سلولبندی بسته و خاصیت ارتجاعی منحصربهفردش، رفتاری متفاوت نسبت به اسفنجها یا یونولیتها هنگام برش از خود نشان میدهد. نکته طلایی در برش تمیز این متریال، توجه ویژه به دانسیته (چگالی) آن است؛ هرچه دانسیته فوم بالاتر باشد، مقاومت آن در برابر تیغه بیشتر است. برای برشهای دستیِ ورقهای نازک و رولها، استفاده از کاترهایی با تیغهی نو و بسیار تیز (مانند تیغهای جراحی یا الفا) ضروری است، زیرا هرگونه کندی تیغه باعث میشود فوم به جای بریده شدن، زیر دست فشرده شده و لبههای کار دندانهدار یا اصطلاحاً “ریشریش” شود.
اما ماجرا برای فوم پلی اتیلن تختهای و ضخیم متفاوت است. برای برش این نوع فومها، حرکت ارهای با کاتر دستی نتیجه خوبی نمیدهد و بهتر است از ارههای نواری با دندانههای ریز مخصوص فوم یا دستگاههای برش عمودبر استفاده شود تا زاویه برش کاملاً ۹۰ درجه باقی بماند. همچنین باید در نظر داشته باشید که پلیاتیلن نقطه ذوب پایینی دارد؛ بنابراین اگر از روشهای لیزری یا حرارتی استفاده میکنید، سرعت حرکت نازل باید بالا باشد تا حرارت متمرکز باعث ذوب شدن بیش از حد لبهها و تغییر سایز قطعه نهایی نشود.
جمعبندی؛ کدام روش برای شما مناسب است؟
انتخاب روش برش فوم کاملاً به هدف نهایی شما بستگی دارد. اگر به دنبال بستهبندی محصولات خود با فوم پلی اتیلن هستید و میخواهید هزینهها را کاهش دهید، برش دایکات را انتخاب کنید. اگر در حال نمونهسازی هستید، لیزر یا CNC انتخاب هوشمندانهتری است.
ما در مجموعه فوم پرشیان آمادهایم تا انواع فوم پلی اتیلن را در ضخامتها و دانسیتههای مختلف (بصورت رول و تختهای) برای خطوط برش شما تأمین کنیم. کیفیت فوم اولیه، تأثیر مستقیمی بر تمیزی برش نهایی دارد.
نیاز به مشاوره خرید فوم دارید؟ همین حالا با کارشناسان ما تماس بگیرید یا از بخش محصولات در سایت دیدن کنید.
سوالات متداول
۱. آیا فوم پلی اتیلن با لیزر برش میخورد؟
بله، اما باید تنظیمات دستگاه (Power/Speed) بسیار دقیق باشد تا از ذوب شدن بیش از حد لبهها جلوگیری شود. برای فومهای سفید، احتمال زرد شدن لبه وجود دارد.
۲. برای تولید کفی کفش از چه روش برشی استفاده کنیم؟
با توجه به اینکه کفی کفش نیاز به تیراژ بالا و لبههای نرم دارد، برش دایکات بهترین و مقرونبهصرفهترین گزینه است.